
VIP সদস্য

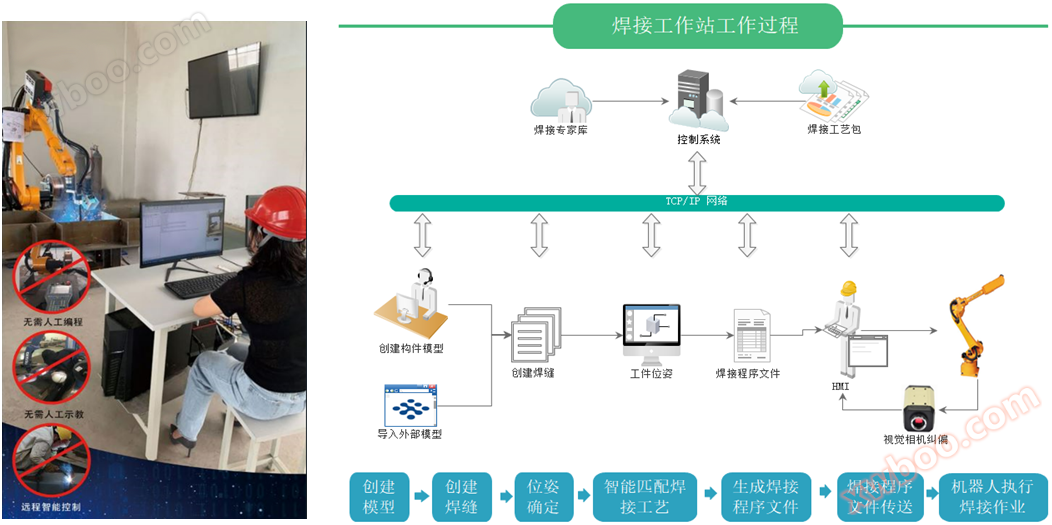
ইস্পাত কাঠামো মুক্ত প্রোগ্রামিং ঢালাই রোবট
সিস্টেমটি স্বয়ংক্রিয়ভাবে সিস্টেম বিকাশের জন্য, তার প্রধান কার্য হল গভীরভাবে সংহত হওয়ার জন্য ঢালাই প্রক্রিয়া, ত্রিমাত্রিক মডেল আমদানি করা, চাক্ষুষ
বিস্তারিত বিবরণ
1.1 কার্যকারিতার সারাংশ
সিস্টেমটি স্বয়ংক্রিয়ভাবে বিকশিত সিস্টেমের জন্য, তার প্রধান কার্য হল গভীরভাবে সংহত হওয়ার জন্য ঢালাই প্রক্রিয়া, ত্রিমাত্রিক মডেল পুনরায় আমদানি, চাক্ষ
সফটওয়্যার স্থাপন পিসি সিস্টেমে, পিসি সিস্টেমটি যে কোনও জায়গায় স্থাপন করা যেতে পারে, টিসিপি / আইপি প্রোটোকলের মাধ্যমে দূরবর্তী নিয়ন্ত্রণ অর্জন
1.1.1 সিস্টেম প্রতিদিন দুই শিফট পূরণ করতে সক্ষম (প্রতিটি ক্লাস8 ঘন্টা) স্বাভাবিক কাজ এবং স্থিতিশীল নির্ভুলতা বজায় রাখতে পারেন;
1.1.2 ওয়ার্কস্টেশনের নকশা অঙ্কন বারবার যুক্তি এবং সিমুলেশন নকশা পরে, প্রতিটি উপাদানের নকশা শক্তি নির্ভরযোগ্য, সমাবেশ এবং মেরামত সহজ, গ্যারান্টি ফাংশনের
1.1.3 ওয়ার্কস্টেশন সরঞ্জামগুলির সমস্ত বাহ্যিক ক্রয় অংশ শিল্পের পরিচিত নির্মাতাদের জন্য সরবরাহ করা হয়, সমস্ত প্রক্রিয়াকরণ অংশের গুণমান কঠোর সীমা
1.1.4ওয়ার্কস্টেশন যন্ত্রপাতির অংশ এবং যন্ত্রপাতি এবং সমস্ত অঙ্কন তথ্যের পরিমাপ ইউনিট জাতীয় স্ট্যান্ডার্ড গGB)মানদণ্ড; সব যন্ত্রপাতি, উপাদান নকশা, উত্পাদন এবং ব্যবহৃত উপাদান মেনে চলতে হবেISOএবংIECটার্গেটমানদণ্ড বা অন্যান্য সমতুল্য মানদণ্ড;
1.1.5 ওয়ার্কস্টেশন উপাদান উচ্চ মানের উপাদান নির্বাচন, নির্বাচিত যন্ত্রপাতি, বৈদ্যুতিক উপাদান উচ্চ মানের, নির্ভরযোগ্য
1.1.6 রোবট সামনের অ্যান্টি-সংঘর্ষ সেন্সর রয়েছে, সংঘর্ষের সময় সময়মত বন্ধ সুরক্ষা করতে পারেন, একই সময়ে চাহিদা অনুযায়ী স্বয়ংক্রিয় বন্দুক
1.1.7 ওয়ার্কস্টেশন চাক্ষুষ মিথস্ক্রিয়া, ত্রিমাত্রিক মডেল ড্রাইভ, স্মার্ট পরিকল্পনা ঢালাই পথ, চাক্ষুষ স্ক্যান সংশোধন পথ, মিলান পরামিতি এবং প্রক্
1.1 কাঠামোর ধরন এবং সুপারিশ সিস্টেম কাজ করার পদ্ধতি
1.1.1 এইচ টাইপ ইস্পাত ক্র্যান বিম, ব্রেড কাঠামোর প্রধান বিম কাজ করার জন্য এইচ টাইপ ইস্পাত মেশিন এক ক্লিক শুরু পদ্ধতি গ্রহণ করে, মানব হস্তক্ষে
1.1.2 এইচ টাইপ ইস্পাত স্তম্ভ, ছাদ বিম, বক্স টাইপ কাঠামোর অভ্যন্তরীণ শক্তিশালী প্লেট এবং প্রধান ঢালাই সেলাই এবং অন্যান্য কাঠামোর বেশি ধরনের পণ্
1.1.3 সেতু প্লেট, বড় বক্স টাইপ বিভাজন ইত্যাদি কাঠামো, কারণ দীর্ঘ ঢালাই সেলাই, ঢালাই সেলাই টাইপ কম সংখ্যা, মডেল ড্রাইভ ঢালাই, কম কৃত্রিম হস্তক্ষেপ, উচ্
1.1.4 টাইটানিয়াম স্মার্ট সিস্টেমটি একটি সম্পূর্ণ সিস্টেম, সিস্টেমটি উপরোক্ত বিভিন্ন কাজের পদ্ধতিকে সমর্থন করে, প্রকৃত ব্যবহ
MES সিস্টেম
1.1.5 সিস্টেম বৈশিষ্ট্য:
ক) ইন্টারনেট প্রযুক্তির ভিত্তিতে কারখানার মডেলের তথ্য ভাগ করে নেওয়ার জন্য।
খ) প্রক্রিয়াগত উৎপাদন ব্যবস্থাপনা, প্রক্রিয়া প্রক্রিয়ার মধ্যে জড়িত প্রতিটি লিঙ্ক অন্তর্ভুক্ত করতে পারেন
গ) প্রকল্পের অপারেশনের সামগ্রিক দক্ষতা একত্রিত এবং উন্নত করা, রিয়েল টাইম, গতিশীল এবং বাস্তব, ব্যবস্থাপনার সমস্ত অংশগ্রহণ অর্জন করা
d) প্রক্রিয়া প্রক্রিয়া, বিভাগ, গ্রুপ, অনুমতি সম্পূর্ণরূপে নিজের কাস্টমাইজ করা যেতে পারে
e) প্রক্রিয়া প্রবাহ তথ্য রিয়েল টাইম ধাক্কা
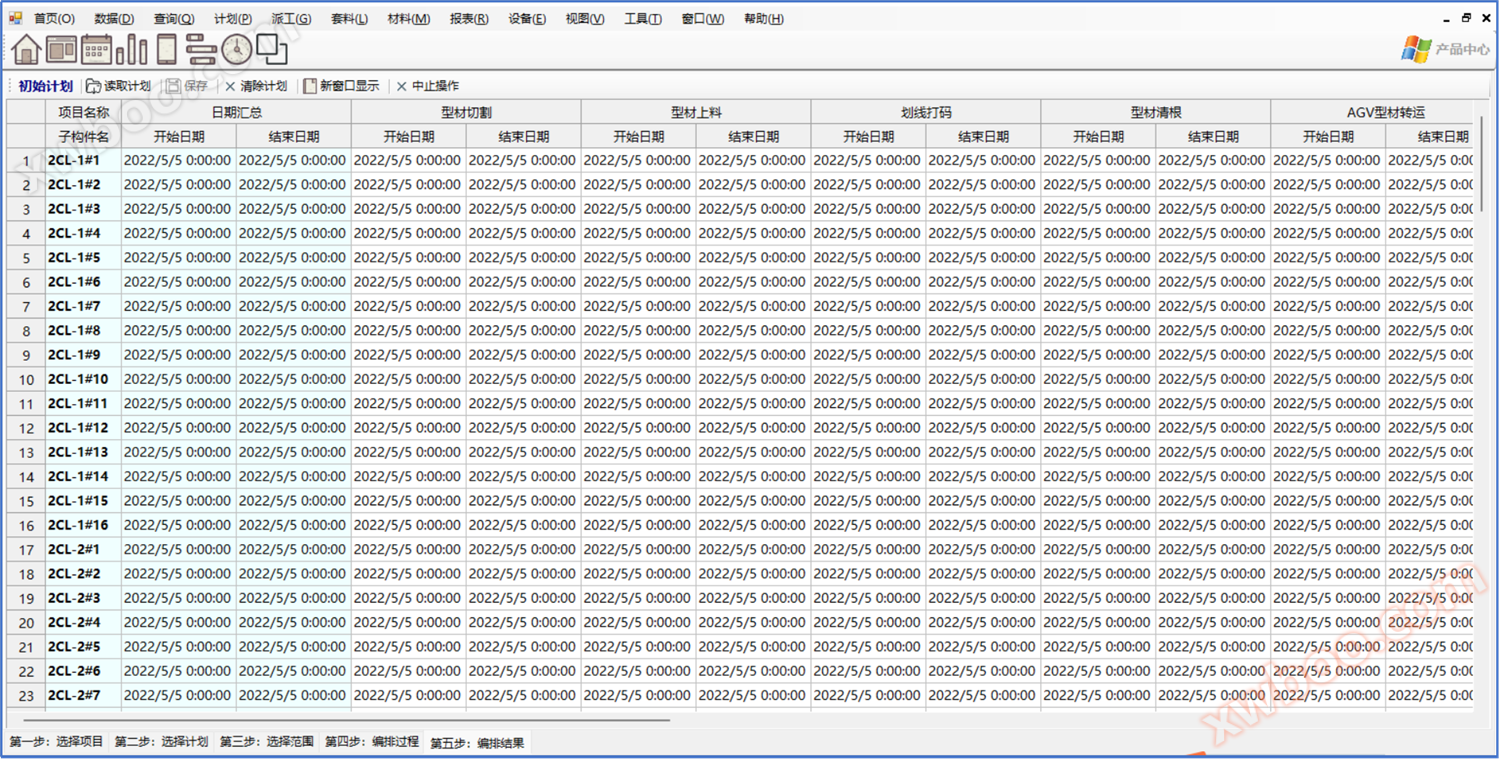
f) উৎপাদনের ধাপ অনুযায়ী স্বয়ংক্রিয়ভাবে পরিকল্পনা করুন
1.1.6 পরিকল্পনা মডিউলঃ উত্পাদন কাজ শুরু করার আগে, কোটাইটানিয়াম এমইএস প্রকল্পের চাহিদা এবং বিভিন্ন কর্মশালা এবং ওয়ার্কস্টেশনের উত্পাদন ধাপ অনুযায
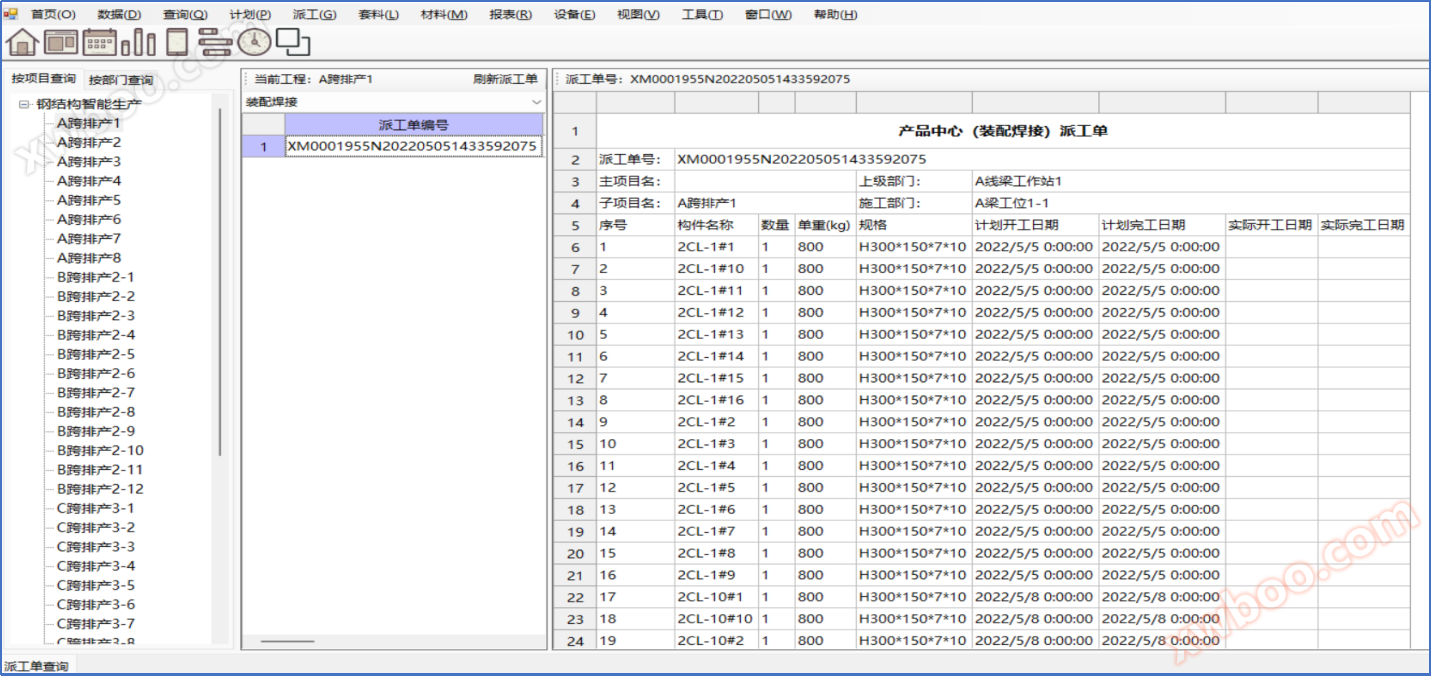
পাঠানোর মডিউল: প্রকল্পের চাহিদা এবং বিভিন্ন কর্মশালা এবং ওয়ার্কস্টেশনের উত্পাদন ধাপ অনুযায়ী নির্দিষ্ট কাজের
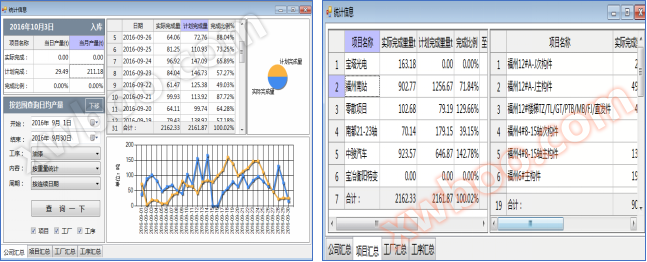
পরিসংখ্যান মডিউল: কোম্পানির সামগ্রিক তথ্য, প্রকল্প পরিসংখ্যানের তথ্য, কারখানার পরিসংখ্যান অনুযায়ী, প্রক্রিয়া
২. প্রকল্প
2.1 পণ্যের ধরন
2.1.1 কাঠামোর আকার
|
সিরিয়াল নম্বর |
পণ্য |
উচ্চতা |
প্রস্থ |
দৈর্ঘ্য (ডাবল মেশিন) |
|
1 |
H ইস্পাত |
উইঙ্গ বেড উচ্চতা≤0.8m |
≤1.2m |
≤12m |
|
2 |
অন্যান্য পণ্য |
ব্যানেল উচ্চতা≤0.5m |
≤1.2m |
≤12m |
2.1.2 ব্যবহারকারীর সাধারণ পণ্য ছবি


২.১ বিশ্বব্যাপী চিত্র
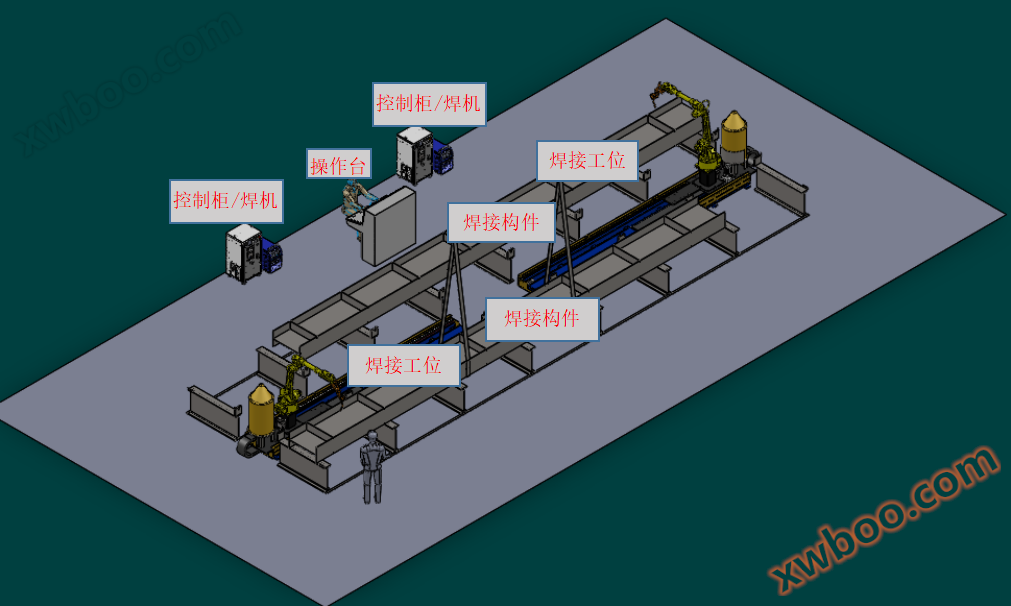
মুখের চিত্র বিন্যাস করুন
ওয়ার্কফ্লো (মডেল চালিত)
2.2.1 কৃত্রিম বা কনভেয়র চেইন পি পয়েন্ট অবস্থানের কাছাকাছি ওয়েল্ডিং উপাদানগুলি ওয়ার্কটেবিল রেফে পরিবহন
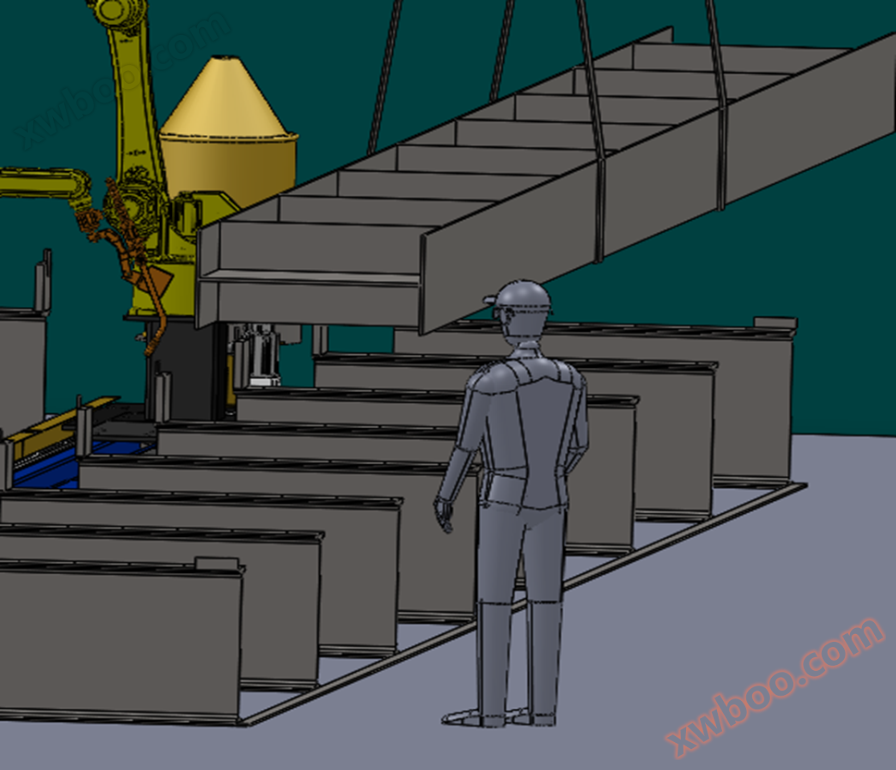
2.2.2 (একই সময়ে বা অগ্রিম) অপারেটররা উপাদান নম্বর এবং উপাদানগুলি কিভাবে স্থাপন করা হয়েছে তার উপর ভিত্তি করে মডেলটি সামঞ্জ
2.2.3 যদি খুব বেশি পক্ষপাত থাকে, তবে প্রথমে ক্যামেরা দিয়ে উপাদানগুলি চিহ্নিত করুন
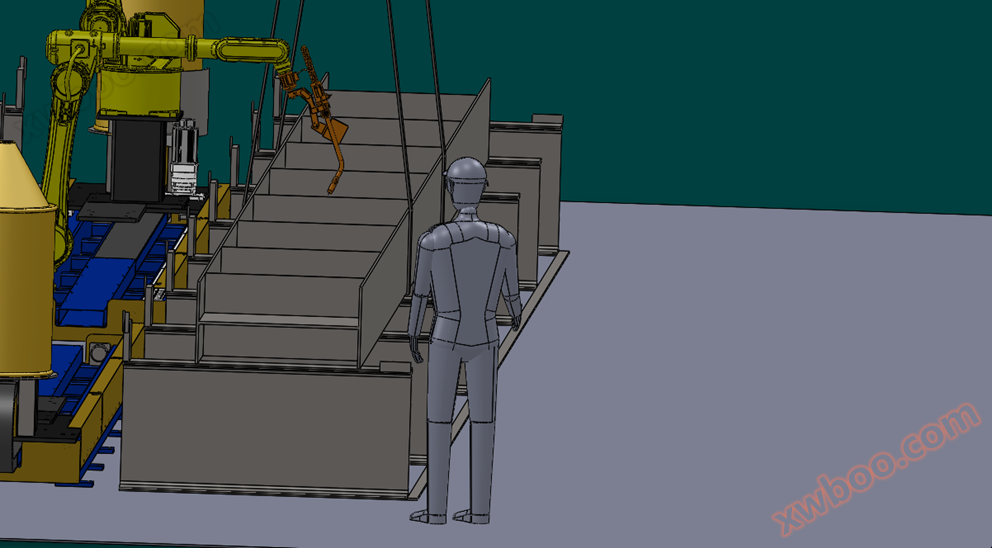
2.2.4যদি অবস্থানটি কাছাকাছি থাকে, তাহলে অপারেটরটি সরাসরি মডেলটি লোড করে স্ক্যান শুরু করে (এই সময়ে অপারেটরটি দ্বিতীয় ডিভাইস রেক বা ডিভাইসের অন্য স্টেশনে
2.2.5স্ক্যান শেষ হওয়ার পর, সিস্টেম ঢালাই শুরু
2.2.6পুরো উপাদান ঢালাই শেষ হয়, উপাদানগুলি পরবর্তী কাজের স্টেশনে স্থানান্তরিত হয়।
2.2.7অপারেটর একাধিক ডিভাইস কাজ করতে পারেন
2.2.8যদি কোন উপাদান মডেল না থাকে, তাহলে চাক্ষুষ মিথস্ক্রিয়াত্মক পদ্ধতিতে ডিভাইস ওয়েল্ডিং পরিচালনা করা যেতে পারে, উপাদানগুলি টেবিল রেকে স্থাপন করার পরে, অপার মডেল ড্রাইভারের তুলনায় অপারেটররা তুলনামূলকভাবে কাজের ভার বৃদ্ধি পায়।
অনলাইন অনুসন্ধান
-
পরিচিতি
-
কোম্পানি
-
টেলিফোন
-
ই-মেইল
-
WeChat
-
সার্টিফিকেশন কোড
-
বার্তার বিষয়বস্তু
-